
设计开发
产品开发线路

策划
消化产品要求、技术要求、客户标准以及客户信息,策划铸造及加工工艺路线、加工设备、加工工装、量检具、吊具等相关资源,准备并完善PPAP文件。

设计
根据策划提出的开发相关要求,准备三维、模型、工装刀具、非标量检具、非标吊具、作业指导书、吊装指导书、工艺卡、程序、刀具、装刀指导书等技术资料。

开发
根据新品相关技术资料完成相关样品的制作并验收,新品调试生产前,技术人员与调试人员组织会议沟通新品试制相关质量控制事项。

试制
根据相关资料,按作业指导书进行铸件或加工调试作业,完成零件特征生产并自检,记录试制过程中发现的问题,安排整改。






制造工艺
工艺路线
先期准备
清理工件表面,去除油污、锈迹等杂质,确保热处理效果。
安装夹具,以固定工件位置,防止在加热和冷却过程中发生变形。
安装夹具,以固定工件位置,防止在加热和冷却过程中发生变形。
加热
将工件放入加热炉中,按要求的加热速度,升温至预定的热处理温度并保温。
保温
在预定的温度下保持一段时间,确保工件内部温度均匀,保温时间取决于零件厚度及材质。
冷却
根据不同的热处理工艺要求,采用不同的冷却方式。冷却速度对热处理后的组织结构和性能有重要影响。
淬火时,通常采用急速冷却的方式(如水淬、油淬等),以获得马氏体组织,提高硬度和强度。
其他热处理工艺如退火、正火等,则采用较慢的冷却速度,以获得不同的组织结构。
淬火时,通常采用急速冷却的方式(如水淬、油淬等),以获得马氏体组织,提高硬度和强度。
其他热处理工艺如退火、正火等,则采用较慢的冷却速度,以获得不同的组织结构。
回火(如需)
对于淬火后的工件,通常需要进行回火处理。回火是将工件重新加热至低于下临界温度的适当温度,保温后再次进行冷却处理。
回火的目的是消除淬火时产生的内应力,增加韧性,降低硬度,使工件具有更好的综合力学性能。
回火的目的是消除淬火时产生的内应力,增加韧性,降低硬度,使工件具有更好的综合力学性能。
检查与清理
对热处理后的工件进行检查,确保质量符合要求。
清理工件表面的氧化皮、污垢等杂质,为后续工序做准备。
清理工件表面的氧化皮、污垢等杂质,为后续工序做准备。
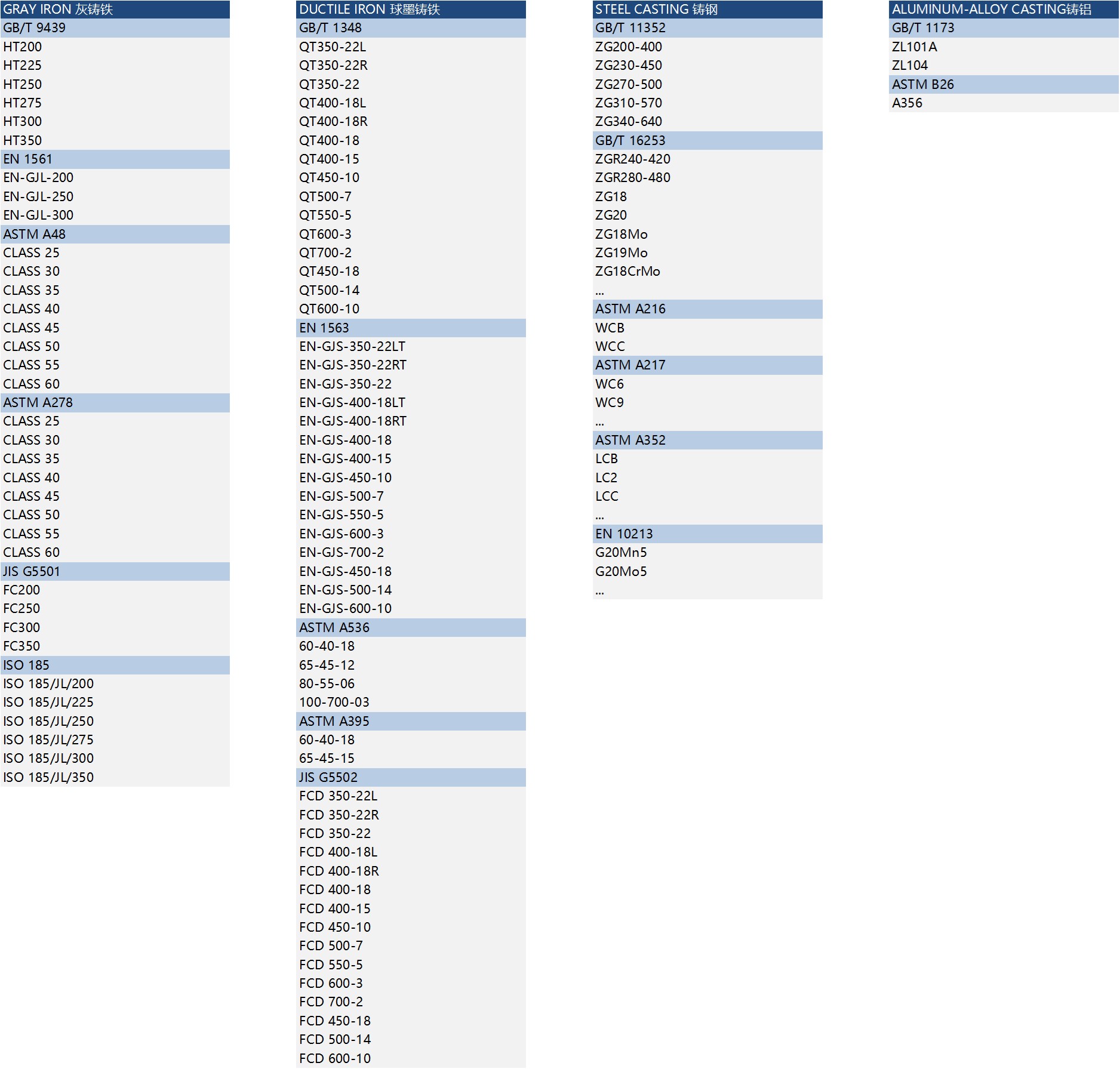
关键设备

材料
质量保证
先期策划
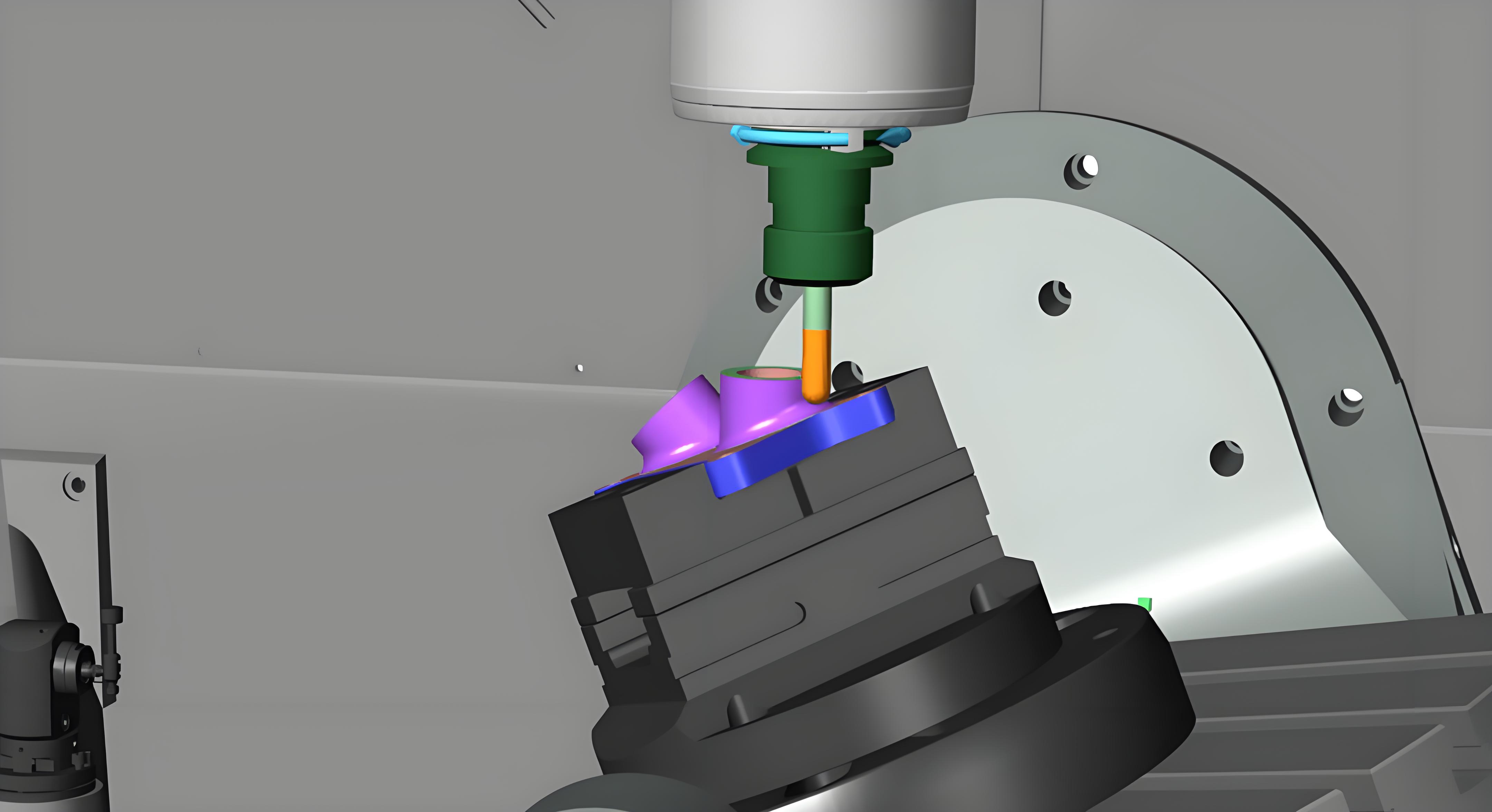
01/模拟仿真:
针对不同零件设计相应的充型模型或加工程序,使用MAGMA模拟充型过程,或使用VERICUT对机床、工装、刀具、铸件毛坯、程序等加工参数,精准模拟实际现场状态,对模拟过程中发现的问题,进行确认及更正。
02/新品开发:
零件从设计到试生产,通过新品总结流程,完善优化相关技术资料,确认零件批量化生产的质量稳定性。
生产过程控制

01/编码追溯:
所有产品从造型开始,贯穿整个铸造、机加工、后处理过程,均以唯一的编码追溯,定时扫码,实时跟踪生产进度。
02/自动传输:
生产数据和程序通过联网系统自动传输到不同设备,达到最大限度的高效和正确。
03/在线检测:
机加过程中,用事先编制的程序,对工件相应位置点进行探测,探测数据和程序设定数据自动比较,判断工件装夹,毛坯尺寸,加工精度等异常状态,并采取相应措施。
产品检测

01/X光探伤检测:
X射线透照法主要应用在铸件和机器部件中出现的诸如裂纹、孔洞和夹杂等缺陷的辨识和评价。
02/三坐标:
运用三坐标对工件进行形位公差的检验和测量,判断该工件的误差是否在公差范围之内。
